How to Choose a Hood Motor Manufacturer: A Technical Procurement Guide for OEM Buyers
Introduction
Sourcing industrial and commercial ventilation components requires moving beyond basic catalog specifications. When evaluating a wholesale hood motor manufacturer, procurement teams and HVAC engineers must scrutinize the supplier’s production infrastructure, technical capabilities, and supply chain architecture. Relying on intermediary distributors inflates component costs and obscures direct communication with the factory floor, creating unacceptable risks for high-volume OEMs and B2B distributors who depend on strict tolerances.
The optimal procurement strategy prioritizes factory-direct sourcing from manufacturers capable of demonstrating continuous production capacity and rigid engineering standards. Assessing a supplier involves analyzing their motor efficiency ratings, static pressure performance under variable loads, and adherence to testing standards like AMCA and ASHRAE. Consistent performance at scale depends heavily on a manufacturer’s internal quality control protocols, ranging from thermal resistance testing to precision rotor balancing.
This guide outlines the critical engineering and operational criteria required to vet a kitchen motor supplier. By focusing on direct manufacturing capabilities—such as those demonstrated by Namavaran Sanaye Arvin’s ElectroNasa product line—industrial buyers can secure stable supply chains, reduce warranty claims, and engineer superior ventilation systems.
Strategic Advantages of Factory-Direct Wholesale Sourcing
Sourcing wholesale hood motors directly from a manufacturer eliminates multi-tier distribution markups, ensures direct engineering support, and stabilizes supply chains. Factory-direct procurement guarantees strict adherence to required MOQs, accelerates custom prototyping, and directly aligns production output with your specific commercial kitchen ventilation requirements.
In the industrial ventilation sector, the traditional procurement model relies heavily on regional distributors and aggregate broker networks. While these intermediaries provide catalog convenience, they inherently obscure the supply chain. Every layer between the OEM buyer and the factory floor introduces margin stacking, artificially inflating the unit cost of each motor by 20% to 40%. More critically, indirect sourcing creates an informational firewall. When technical specifications require modification—such as adjusting shaft dimensions, altering winding configurations for specific voltage tolerances, or custom-calibrating RPM bands—communicating through a distributor causes severe delays and increases the risk of engineering misalignment.
Partnering directly with a wholesale hood motor manufacturer fundamentally alters the procurement economics. It transforms a transactional vendor relationship into a strategic manufacturing partnership. By negotiating directly with the facility controlling the automated winding lines and assembly stations, procurement managers secure transparent pricing models tied directly to raw material costs (such as copper and electrical steel) rather than arbitrary distributor margins. Furthermore, factory-direct sourcing provides unmitigated access to the manufacturer’s engineering team, allowing for rapid iteration during the prototyping phase of new HVAC equipment lines.
Engineering Criteria: Evaluating Motor Specifications
Evaluating a kitchen motor supplier requires analyzing specific engineering metrics, including airflow dynamics under high static pressure, electrical commutation efficiency (EC vs. AC), and NEMA thermal insulation classes. Rigorous technical evaluation prevents premature motor failure in extreme commercial ventilation environments.
Airflow Dynamics and Static Pressure Capabilities
A commercial kitchen exhaust hood does not operate in a vacuum; it operates against profound resistance. Filters, ductwork bends, louvers, and atmospheric conditions generate significant static pressure (SP) that the motor and attached impeller must overcome to maintain the required volumetric airflow (CFM). When auditing a manufacturer, engineers must examine the empirical fan curve data provided for their motors under specific load conditions.
The physical relationship between the motor’s rotational speed, the airflow generated, and the static pressure overcome is governed by the standard Fan Laws. A reputable manufacturer will provide performance data that aligns mathematically with these principles: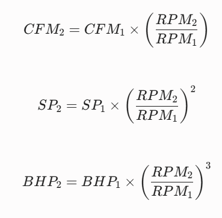
Where CFM is cubic feet per minute, RPM is revolutions per minute, SP is static pressure, and BHP is brake horsepower. A critical evaluation point is determining how a manufacturer’s motors handle the quadratic increase in static pressure and the cubic increase in power requirements as demand scales. Motors must be specified with sufficient torque reserves to prevent stalling or excessive thermal buildup when operating near the peak of their performance curves, particularly when driving backward-inclined or forward-curved centrifugal impellers in heavy-grease environments.
Efficiency Standards: EC vs. AC Motor Technologies
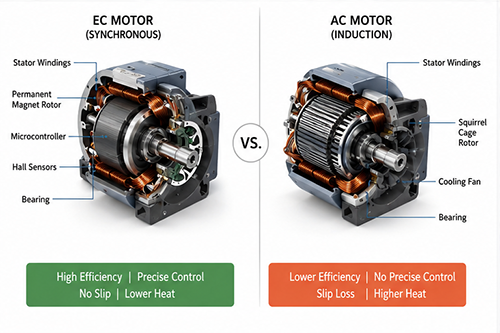
The shift toward energy compliance requires modern procurement teams to evaluate a manufacturer’s competency in both Permanent Split Capacitor (PSC) Alternating Current (AC) motors and Electronically Commutated (EC) motors.
Traditional PSC AC motors remain a staple in specific legacy systems due to their lower initial acquisition cost and mechanical simplicity. However, their efficiency typically peaks between 40% and 60%. The slip inherent in standard AC induction designs results in significant energy loss, primarily radiated as waste heat—a highly undesirable byproduct in commercial kitchen ventilation.
EC motors utilize a permanent magnet rotor and a built-in electronic array to control the voltage and current applied to the stator windings. This synchronous operation eliminates rotor slip, allowing EC motors to maintain efficiencies exceeding 80% across a massive variance in speed profiles. When vetting a manufacturer, it is vital to assess their EC motor drive circuitry. The on-board controllers must be resilient against electrical transients and capable of seamless Pulse Width Modulation (PWM) integration for automated building management systems.
Thermal Resistance and Insulation Classes
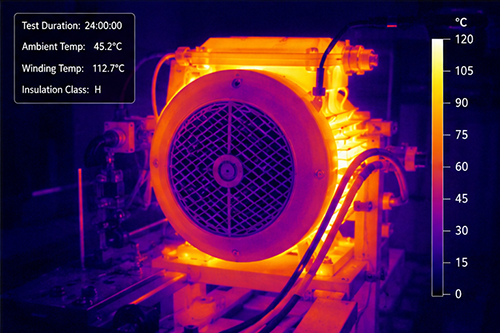
Industrial hood motors operate directly above commercial cooking equipment, subjecting them to intense radiant heat, steam, and atomized grease. Standard consumer-grade insulation is guaranteed to fail under these continuous duty cycles. A tier-one manufacturer will exclusively utilize stators wound with high-grade magnet wire protected by superior NEMA insulation classes.
For commercial exhaust applications, NEMA Class F and NEMA Class H are the strictly enforced benchmarks. Class F insulation is engineered to withstand a maximum operating temperature of 155°C, providing a substantial thermal buffer against the ambient heat drawn through the ventilation shaft. Class H pushes this boundary to 180°C. If a wholesale supplier cannot provide certified documentation proving their stators meet these rigorous thermal limits, the motors are completely unfit for commercial HVAC integration.
Production Capacity and Supply Chain Stability
A reliable wholesale hood motor manufacturer must demonstrate continuous production capacity, transparent supply chain infrastructure, and predictable lead times. Evaluating a factory’s automated winding lines and raw material sourcing protocols is critical to preventing costly B2B production bottlenecks.
Continuous Manufacturing and Lead Time Predictability
Procurement is fundamentally an exercise in risk management. A supplier with superior engineering is useless if they cannot meet high-volume production schedules. To gauge actual capacity, B2B buyers must investigate the degree of automation within the manufacturer’s facility.
Manual stator winding and rudimentary assembly techniques are prone to human error and severe bottlenecking during peak seasonal demand. Conversely, facilities utilizing multi-axis automated CNC winding machines, robotic insertion tools, and computerized dynamic rotor balancing machines offer high-fidelity repetition. This automation ensures that the 10,000th motor off the line possesses the exact magnetic balance and concentricity as the first. Predictable lead times are a direct byproduct of this automated manufacturing infrastructure, allowing distributors to synchronize their inbound freight schedules with absolute precision.
Eliminating Middlemen in the Component Supply Chain
Supply chain stability requires minimizing points of failure. The classic multi-echelon distribution model—where motors pass from the factory to a master exporter, then to a regional distributor, and finally to the OEM—creates a severe “bullwhip effect.” Minor fluctuations in raw material availability at the factory level are amplified into massive inventory shortages downstream.
Establishing a direct purchasing pipeline with the manufacturing floor guarantees priority allocation. Furthermore, it allows for sophisticated Just-In-Time (JIT) delivery schedules. High-volume B2B buyers can negotiate blanket purchase orders with scheduled release dates directly with the facility, locking in pricing and ensuring continuous assembly line operation without the burden of warehousing excess inventory.
Quality Assurance and Compliance Standards
Top-tier hood motor manufacturers adhere to strict quality assurance protocols, including AMCA 210 for aerodynamic performance and UL 705 for electrical safety. Documented compliance ensures baseline reliability, mitigates OEM liability, and establishes transparent warranty frameworks backed by empirical failure rate data.
Industry Testing Protocols (AMCA, ASHRAE, UL)
Technical claims mean nothing without independent, standardized verification. A manufacturer’s testing facility should utilize wind tunnels and dynamometers calibrated to international engineering standards.
- AMCA 210 (ANSI/ASHRAE 51): The laboratory method of testing fans for aerodynamic performance rating. A manufacturer must prove their CFM and SP metrics are derived from this exact testing apparatus.
- UL 705: The standard for power ventilators. Motors must meet specific criteria for electrical insulation, thermal overload protection, and fire resistance.
- ISO 9001:2015: Certification of the facility’s internal quality management systems, ensuring consistent defect tracking, root cause analysis, and continuous operational improvement.
Motors destined for commercial kitchens must also feature enclosed designs—typically Totally Enclosed Air Over (TEAO) or Totally Enclosed Fan Cooled (TEFC)—to prevent the ingress of atomized grease, which will rapidly degrade internal electrical components and cause catastrophic failure.
Warranty Frameworks and Failure Rate Metrics
A manufacturer’s confidence in their product is mathematically represented by their Mean Time Between Failures (MTBF) data and the structure of their warranty. Elite manufacturers track in-field defect rates and aggressively engineer solutions to keep failure rates below 0.5%. When negotiating bulk contracts, the warranty terms must cover high-stress continuous duty cycles. Ensure the factory provides clear protocols for rapid replacement and comprehensive failure analysis reports for any returned units, establishing a closed-loop quality improvement process.
The ElectroNasa Advantage: Engineering at Scale
ElectroNasa, manufactured by Namavaran Sanaye Arvin, provides industrial-grade hood motors engineered for continuous heavy-duty operation. As a direct manufacturer, ElectroNasa offers uncompromised B2B supply chain stability, rigorously tested technical specifications, and factory-direct pricing for high-volume procurement and OEM integration.
Operating directly from the manufacturing hub of Namavaran Sanaye Arvin, the ElectroNasa product line is specifically engineered to address the distinct pain points of industrial and commercial ventilation buyers. By maintaining complete control over the production process—from raw material inspection and automated stator winding to final load testing—ElectroNasa circumvents the volatility of third-party assembly.
This vertical integration provides procurement managers with a highly reliable source for bulk hood motors. Because the intermediary layers are completely removed, buyers interface directly with the factory. This ensures that the technical specifications of each motor, including exact thermal resistance ratings and precise RPM bands, are communicated directly to the engineers managing the production line, resulting in superior product consistency, lower unit costs, and highly stable inventory forecasting.
Procurement Considerations for Bulk Hood Motors
Executing a bulk hood motor procurement strategy requires aligning a manufacturer’s Minimum Order Quantities (MOQs) with your inventory turnover rate. Furthermore, prioritizing suppliers offering dedicated engineering collaboration ensures seamless OEM integration and robust technical support during the prototyping phase.
Minimum Order Quantities (MOQs) and Customization
Factory-direct sourcing involves navigating MOQs. A rigid manufacturer may demand order volumes that force excessive capital tie-up in warehousing. An optimized B2B partnership involves a manufacturer capable of offering flexible MOQs, especially during the initial onboarding and testing phases.
Furthermore, customization is frequently required. Standard catalog items rarely perfectly match proprietary OEM chassis designs. Evaluate the manufacturer’s willingness to modify specifications such as:
- Shaft length and diameter tolerances
- Mounting bracket configurations (e.g., resilient rings, belly bands)
- Lead wire lengths and termination connector types
- Specific IP (Ingress Protection) ratings for high-moisture environments
Technical Support and Engineering Collaboration
The procurement process does not end with a purchase order; it ends when the motor is successfully and safely operating within the final assembly. Direct manufacturers provide a level of technical support that brokers cannot match. This includes supplying accurate 3D CAD models for immediate software integration, providing detailed wiring schematics, and offering direct consultation regarding variable frequency drive (VFD) compatibility and acoustic (noise) mitigation strategies.
factory-direct ElectroNasa motors
Technical Comparison: Motor Form Factors for Wholesale Procurement
| Feature / Specification | Permanent Split Capacitor (PSC) | Electronically Commutated (EC) | Three-Phase Induction |
| Primary Commercial Use | Light to medium duty hoods | High-efficiency variable hoods | Heavy industrial exhaust |
| Energy Efficiency | 40% – 60% | 80% – 90%+ | 75% – 85% |
| Speed Control | Limited (Voltage reduction via TRIAC) | Infinite (PWM / 0-10V DC) | Requires external VFD |
| Initial Unit Cost | Low | High | Medium |
| Thermal Output | High (Significant slip/heat generation) | Low (Synchronous operation) | Moderate |
| Maintenance | Low (Replaceable capacitors) | Very Low (Sealed electronics) | Low (Bearing greasing) |
| Ideal Procurement Profile | Cost-sensitive legacy OEM replacements | Energy-compliant automated systems | Massive factory ventilation networks |
Data-Driven Procurement Insights
Procurement decisions based solely on the lowest initial unit cost frequently result in the highest Total Cost of Ownership (TCO). Analyzing industrial HVAC procurement data reveals critical insights for technical buyers:
- Vibration vs. Longevity: Rotors that are not dynamically balanced to strict ISO 1940-1 standards introduce microscopic vibrations. Over a continuous 24/7 duty cycle, this vibration exponentially accelerates bearing wear. Direct manufacturers who utilize computerized balancing stations demonstrate a 40% reduction in mechanical bearing failures compared to low-tier aggregate suppliers.
- The True Cost of Middlemen: A comprehensive supply chain audit typically reveals that for every $100,000 spent on hood motors through traditional distribution networks, roughly $35,000 is absorbed purely by intermediary markup and warehousing fees—capital that yields zero engineering or product quality value.
- Application-Specific Failures: Engineering field data indicates that over 60% of premature motor failures in commercial kitchens are not due to inherent manufacturing defects, but rather due to improper specification. Specifically, utilizing Open Drip Proof (ODP) motors instead of TEAO/TEFC enclosures in environments with heavy atomized grease leads to rapid stator short-circuiting. Partnering with a manufacturer who insists on understanding the end-use application prevents these costly specification errors.
Frequently Asked Questions (FAQs)
Q1: What is the primary difference between Class F and Class H insulation in wholesale hood motors?
NEMA insulation classes define the maximum allowable operating temperature for motor windings. Class F insulation is rated for a maximum operating temperature of 155°C (311°F), whereas Class H insulation can withstand up to 180°C (356°F). Sourcing Class H motors provides a larger thermal safety margin for heavy-duty commercial kitchen exhaust hoods operating over high-output cooking lines.
Q2: How does high static pressure influence the breakdown torque of a kitchen motor?
As static pressure within a ventilation system increases due to grease buildup or restrictive ducting, the motor experiences higher aerodynamic resistance. If the operating point shifts past the fan curve’s peak, the motor requires more torque. If the required torque exceeds the motor’s breakdown torque, the rotor will stall, causing a rapid current spike, overheating, and winding failure.
Q3: Are ElectroNasa hood motors compatible with Variable Frequency Drives (VFDs)?
Yes. ElectroNasa AC motors can be engineered with specialized inverter-duty magnet wire that resists voltage spikes generated by VFD carrier frequencies. For advanced automation, ElectroNasa EC motors feature integrated digital microcontrollers that accept 0–10V or Pulse Width Modulation (PWM) speed control signals natively, eliminating the need for an external VFD.
Q4: What design features prevent vaporized grease from entering the motor windings?
High-quality kitchen motor suppliers utilize Totally Enclosed Air Over (TEAO) or Totally Enclosed Fan Cooled (TEFC) configurations. These enclosures feature precision-machined aluminum or cast-iron housings without ventilation openings. Shaft protection is enhanced using dual grease seals or Viton oil seals, preventing atomized grease from migrating along the shaft into the internal rotor and stator assembly.
Q5: Why should an OEM select a TEAO motor over an Open Drip Proof (ODP) motor for kitchen ventilation?
ODP motors allow external air to circulate through the internal windings for cooling. In a kitchen environment, this air contains atomized grease and moisture, which rapidly coats the stator, degrades winding insulation, and causes electrical shorts. TEAO motors are fully sealed; their internal components are protected from contamination, and cooling is achieved via the external airflow stream passing over the smooth frame.
Q6: How do you verify that a wholesale manufacturer complies with AMCA Standard 210?
Compliance is verified through certified laboratory test reports. A manufacturer must demonstrate that their motor and impeller assemblies were evaluated inside an aerodynamic wind tunnel configured precisely to AMCA 210 standards. This testing yields verified performance curves illustrating exact Airflow (CFM) versus Static Pressure (SP) metrics, ensuring the data is not extrapolated or estimated.
Q7: What are the standard lead times for factory-direct bulk hood motor shipments?
Standard wholesale orders for cataloged configurations typically ship within 4 to 6 weeks. For custom OEM specifications—such as unique shaft configurations, specific mounting brackets, or custom voltage winds—lead times range from 8 to 12 weeks, depending on the production schedule and prototyping approval phases.
Q8: Which motor parameters can be customized during the direct procurement process?
B2B buyers working directly with the factory can customize mechanical features like shaft extensions, keyways, flat spots, and resilient mounting rings. Electrical parameters can also be tailored, including custom winding profiles for non-standard voltages (e.g., 208V, 415V), multi-speed taps, specific IP ratings (IP55 or IP56), and dedicated thermal overload protection trip thresholds.
Q9: Why do permanent magnet EC motors outperform traditional PSC motors in variable-speed operations?
Permanent Split Capacitor (PSC) motors rely on induction, creating a magnetic slip that generates heat and drops efficiency to 40% or lower when slowed down via voltage controllers. Electronically Commutated (EC) motors use permanent magnets and synchronous electronic drive arrays. This design eliminates slip losses, allowing the motor to maintain up to 85%+ efficiency even when running at 20% of its maximum rated RPM.
Q10: How does dynamic balancing to ISO 1940 standards affect the lifespan of a fan motor?
Every rotor possesses minor mass eccentricities. Dynamic balancing involves placing the rotor on a computerized balancing machine that detects these imbalances and adds or removes weight to achieve a specific balance grade (typically G2.5 or G6.3). Proper balancing minimizes structural vibration, which reduces mechanical stress on the ball bearings, lowers noise levels, and extends the motor’s operating life.
Q11: What are the minimum order quantities (MOQs) for factory-direct sourcing from ElectroNasa?
Because we control the manufacturing lines, our MOQ thresholds are structured based on the level of customization required. Standard production configurations feature highly flexible MOQs starting at 50 to 100 units per batch for distributors. Highly customized OEM designs require a higher initial run to offset specialized machine tooling configurations.
Q12: How do commercial kitchen motors satisfy NFPA 96 ventilation guidelines?
NFPA 96 dictates that the air exhaust system must effectively contain and exhaust all grease-laden vapors. To satisfy this, the motor must be capable of continuous operation at high temperatures without failing, ensuring that the exhaust fan maintains the negative pressure required to prevent grease vapors from escaping into the building envelope.
Q13: What bearing configurations are optimized for high-temperature exhaust applications?
High-ambient environments require deep-groove ball bearings featuring double-shielded (ZZ) or double-sealed (2RS) configurations. These bearings must be packed with high-temperature synthetic polyurea grease rated for continuous operation from -40°C to over 160°C. This prevents grease thinning, bleeding, and premature bearing seizure.
Q14: What are the economic benefits of bypassing middlemen when buying bulk hood motors?
Eliminating intermediaries removes multi-tiered broker margins and regional warehouse handling fees, reducing direct component acquisition costs by up to 30%. Furthermore, it establishes a direct technical link to the factory floor, minimizing communication errors regarding technical revisions and shortening supply chain lead times.
Q15: What technical documentation is provided with wholesale component orders?
Every bulk wholesale shipment includes certified factory compliance sheets, individualized serial numbers for trace quality tracking, electrical wiring schematics, dimensioned 2D engineering drawings, and complete performance curves detailing RPM, power factor, current draw, and torque limits under load.
Engineering Consultation
Optimize Your Ventilation Dynamics: Discuss your static pressure requirements and airflow profiles with our senior motor engineers. Schedule a technical consultation to refine your commercial kitchen equipment line. Connect with Engineering
Project Specification Support
Simplify Your Specification Process: Need precise CAD models or custom torque curves for a pending project tender? Contact our technical team for fast, accurate documentation that meets AMCA and ASHRAE benchmarks. Request Technical Specs
- ASHRAE: American Society of Heating, Refrigerating and Air-Conditioning Engineers – Guidelines for Commercial Kitchen Ventilation (Standard 154)
- AMCA: Air Movement and Control Association International – Standard 210: Laboratory Methods of Testing Fans for Certified Aerodynamic Performance Rating
- NFPA: National Fire Protection Association – NFPA 96: Standard for Ventilation Control and Fire Protection of Commercial Cooking Operations
{kind=link}
No comment